
Page 444 - 3-3
P. 444
Ⅵ . 유의 사항 및 보드제작법
1. 납땜의 기초 및 필요장비
가 납땜이란. ?
납땜 (soldering) 은 450 °C 이하의 녹는점을 지닌 보충물 일반적으로 땜납 을 사용하여 끊어진( )
두 금속을 결합하는 과정이다 흔히 연납땜이라고도 하며 보충물의 녹는점이 경납땜보다 낮은 특. ,
징이 있다 납땜은 용접과 다르게 결합중에 기본금속이 녹지 않는다 납땜은 결합할 부위를 가열하; .
면 땜납이 녹아 모세관 작용에 의하여 결합부위에 흡수되고 습윤 작용으로 결합된다 금속이 냉각.
되면 기본금속만큼 단단하지 않지만 충격을 견디는 내성과 전기 전도도가 오랫동안 유지된다 납, .
땜은 성경에 언급되고, 5000 년전에 메소포타미아에서 사용된 기록이 남아있을 정도로 오래된 기
술이다 납땜은 일반적으로 전자 부품을 인쇄 회로 기판. (PCB) 에 조립할때 사용된다 또한 배관. ,
설비 체계에서 구리관을 서로 연결할때도 사용된다 식품용 캔 지붕 방수 배수로 자동차 라디에. , , ,
이터같은 판금 객체의 이음새는 과거부터 납땜을 사용하였고 일부는 여전히 납땜을 이용한다 그, .
리고 보석은 납땜으로 조립되거나 수리되기도 한다 납땜은 착색 유리 가공에서 납 캐임과 동박을, .
결합하는 데 사용된다 또한 납땜은 그릇이나 용기의 구멍을 반영구적으로 막는 데 사용되기도 한. ,
다.
나 납땜하는 방법.
납땜은 녹은 땜납을 보관하는 용기에 소량을 통과시키는 파동 납땜( ), 적외선 램프를 사용한 납
땜 전기 납땜 인두같은 가열에 의한 납땜 토치를 사용한 경납땜 뜨거운 공기를 사용하는 방법이, , ,
있다 최근에 역류 납땜은 표면실장 인쇄 회로 기판 조립에 대부분 사용되며 경우에 따라 파동 납. ,
땜으로 조립하거나 핀이 많은 커넥터나 기묘한 크기의 뾰족한 부품은 수동 납땜을 한다.
기본금속이 납땜 과정에 녹지 않더라도 일부 원자는 액체 땜납에 녹게된다 이러한 용해 과정은, .
납땜된 이음새의 기계적 및 전기적 특성을 향상시킨다. " 냉납된 이음새 는 기본 금속이 땜납을 녹"
이고 이러한 용해 과정이 발생되도록 충분히 가열되지 않았기 때문이다 연납땜과 경납땜을 구분.
하는 방법은 보충물의 녹는점에 의하여 결정된다. 450 °C 온도는 일반적으로 경납땜의 최소온도
로 사용된다 경납땜은 연납땜 이외의 장비나 고정물이 추가적으로 필요하다 왜냐하면 일반적인. .
납땜인두는 경납땜하기에 충분히 높은 온도로 가열될 수 없기 때문이다 실제로 두 과정은 상당한.
차이가 있다 경납땜 보충물은 땜납보다 구조적으로 훨씬 강하며 전기 전도도 또한 우수하다 경납. .
땜 연결은 기본금속으로 연결된것처럼 충분히 강하고 심지어 고온에도 잘 견딘다 경우에 따라서.
" 경질납땜 이나 보충물에" 40 % 은을 포함하여 고온 땜납을 사용하는 은납땜 은 경납땜의 한 형" "
태로 소개된다 왜냐하면 녹는점이. 450 °C 초과하는 보충물을 포함하기 때문이다. " 은납땜 용어가"
" 은 경납땜 보다 널리 사용됨에도 불구하고 이용되는 보충물의 녹는점으로 판단할때 기술적으로" ,
올바르지 않은 용어이다.
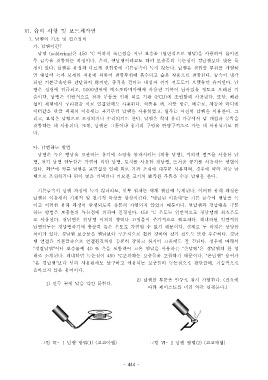
2) 납땜할 부분을 인두로 잠시 가열한다. ( 필요에
1) 인두 끝에 납을 약간 묻힌다.
따라 페이스트를 미리 약간 칠해둔다.)
그림 Ⅵ - 1 납땜 방법(1) ( 코코아팹) 그림 Ⅵ - 2 납땜 방법(2) ( 코코아팹)
- 444 -